 Phone:
0086-15531448603
Phone:
0086-15531448603 E-mail:elena@hznuzhuo.com
E-mail:elena@hznuzhuo.com




The KDON-32000/19000 air separation unit is the main supporting public engineering unit for the 200,000 t/a ethylene glycol project. It mainly provides raw hydrogen to the pressurized gasification unit, ethylene glycol synthesis unit, sulfur recovery, and sewage treatment, and provides high and low pressure nitrogen to various units of the ethylene glycol project for start-up purge and sealing, and also provides unit air and instrument air.

A.TECHNICAL PROCESS
KDON32000/19000 air separation equipment is designed and manufactured by Newdraft, and adopts the process flow scheme of full low-pressure molecular adsorption purification, air booster turbine expansion mechanism refrigeration, product oxygen internal compression, low-pressure nitrogen external compression, and air booster circulation. The lower tower adopts a high-efficiency sieve plate tower, and the upper tower adopts structured packing and full distillation hydrogen-free argon production process.
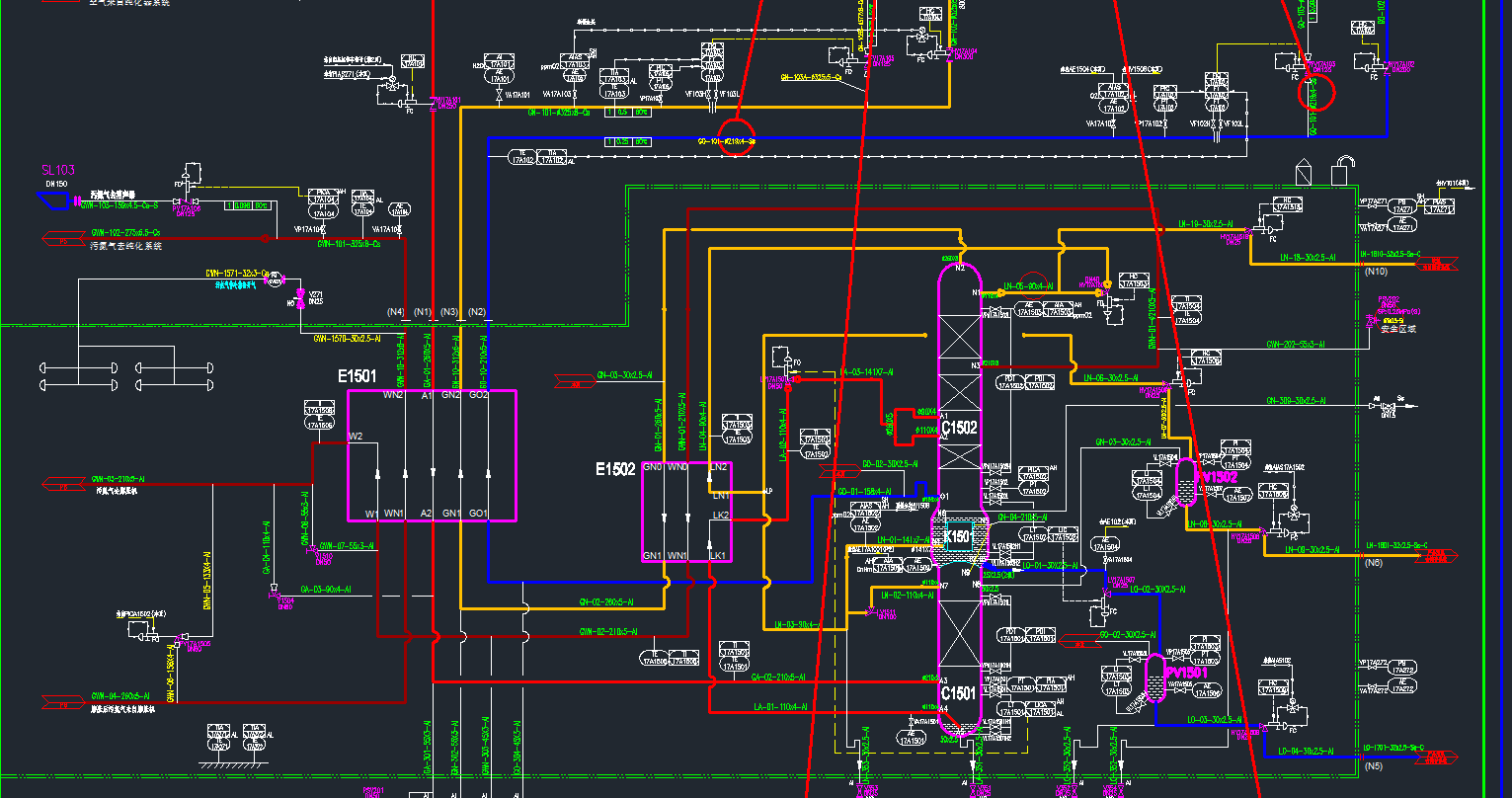
The raw air is sucked in from the inlet, and the dust and other mechanical impurities are removed by the self-cleaning air filter. The air after the filter enters the centrifugal compressor, and after being compressed by the compressor, it enters the air cooling tower. While cooling, it can also clean the impurities that are easily soluble in water. The air after leaving the cooling tower enters the molecular sieve purifier for switching. Carbon dioxide, acetylene and moisture in the air are adsorbed. The molecular sieve purifier is used in two switching modes, one of which is working while the other is regenerating. The working cycle of the purifier is about 8 hours, and a single purifier is switched once every 4 hours, and the automatic switching is controlled by the editable program.
The air after the molecular sieve adsorber is divided into three streams: one stream is directly extracted from the molecular sieve adsorber as the instrument air for the air separation equipment, one stream enters the low-pressure plate-fin heat exchanger, is cooled by the reflux polluted ammonia and ammonia, and then enters the lower tower, one stream goes to the air booster, and is divided into two streams after the first stage compression of the booster. One stream is directly extracted and used as the system instrument air and device air after being reduced in pressure, and the other stream continues to be pressurized in the booster and is divided into two streams after being compressed in the second stage. One stream is extracted and cooled to room temperature and goes to the boosting end of the turbine expander for further pressurization, and then is extracted through the high-pressure heat exchanger and enters the expander for expansion and work. The expanded humid air enters the gas-liquid separator, and the separated air enters the lower tower. The liquid air extracted from the gas-liquid separator enters the lower tower as liquid air reflux liquid, and the other stream continues to be pressurized in the booster to the final stage compression, and then is cooled to room temperature by the cooler and enters the high-pressure plate-fin heat exchanger for heat exchange with liquid oxygen and reflux polluted nitrogen. This part of the high-pressure air is liquefied into After the liquid air is extracted from the bottom of the heat exchanger, it enters the lower tower after throttling. After the air is initially distilled in the lower tower, lean liquid air, oxygen-rich liquid air, pure liquid nitrogen and high-purity ammonia are obtained. The lean liquid air, oxygen-rich liquid air and pure liquid nitrogen are supercooled in the cooler and throttled into the upper tower for further distillation. The liquid oxygen obtained at the bottom of the upper tower is compressed by the liquid oxygen pump and then enters the high-pressure plate-fin heat exchanger for reheating, and then enters the oxygen pipeline network. The liquid nitrogen obtained at the top of the lower tower is extracted and enters the liquid ammonia storage tank. The high-purity ammonia obtained at the top of the lower tower is reheated by the low-pressure heat exchanger and enters the ammonia pipeline network. The low-pressure nitrogen obtained from the upper part of the upper tower is reheated by the low-pressure plate-fin heat exchanger and then exits the cold box, and then compressed to 0.45MPa by the nitrogen compressor and enters the ammonia pipeline network. A certain amount of argon fraction is extracted from the middle of the upper tower and sent to the crude xenon tower. The xenon fraction is distilled in the crude argon tower to obtain crude liquid argon, which is then sent to the middle of the refined argon tower. After distillation in the refined argon tower, refined liquid xenon is obtained at the bottom of the tower. The dirty ammonia gas is drawn out from the upper part of the upper tower, and after being reheated by the cooler, low-pressure plate-fin heat exchanger and high-pressure plate-fin heat exchanger and exiting the cold box, it is divided into two parts: one part enters the steam heater of the molecular sieve purification system as molecular sieve regeneration gas, and the remaining dirty nitrogen gas goes to the water cooling tower. When the liquid oxygen backup system needs to be started, the liquid oxygen in the liquid oxygen storage tank is switched into the liquid oxygen vaporizer through the regulating valve, and then enters the oxygen pipeline network after obtaining low-pressure oxygen; when the liquid nitrogen backup system needs to be started, the liquid ammonia in the liquid nitrogen storage tank is switched into the liquid oxygen vaporizer through the regulating valve, and then compressed by the ammonia compressor to obtain high-pressure nitrogen and low-pressure ammonia, and then enter the nitrogen pipeline network.
B.CONTROL SYSTEM

According to the scale and process characteristics of the air separation equipment, the DCS distributed control system is adopted, combined with the selection of internationally advanced DCS systems, control valve online analyzers and other measurement and control components. In addition to being able to complete the process control of the air separation unit, it can also put all control valves in a safe position when the unit is shut down in an accident, and the corresponding pumps enter a safety interlock state to ensure the safety of the air separation unit. Large turbine compressor units use ITCC control systems (turbine compressor unit integrated control systems) to complete the unit’s overspeed trip control, emergency cut-off control and anti-surge control functions, and can send signals to the DCS control system in the form of hard wiring and communication.
C.Main monitoring points of air separation unit
Purity analysis of product oxygen and nitrogen gas leaving low-pressure heat exchanger, purity analysis of lower tower liquid air, analysis of lower tower pure liquid nitrogen, purity analysis of gas leaving upper tower, purity analysis of gas entering subcooler, purity analysis of liquid oxygen in upper tower, temperature after crude condenser reflux liquid air constant flow valve, pressure and liquid level indication of distillation tower gas-liquid separator, temperature indication of dirty nitrogen gas leaving high-pressure heat exchanger, purity analysis of air entering low-pressure heat exchanger, air temperature leaving high-pressure heat exchanger, temperature and temperature difference of dirty ammonia gas leaving heat exchanger, gas analysis at the upper tower xenon fraction extraction port: all of which are for collecting data during startup and normal operation, which is beneficial for adjusting the operating conditions of air separation unit and ensuring the normal operation of air separation equipment. Analysis of nitrous oxide and acetylene content in main cooling, and analysis of moisture content in boost air: in order to prevent air with moisture from entering the distillation system, causing solidification and blocking of heat exchanger channel, affecting heat exchanger area and efficiency, acetylene will explode after accumulation in main cooling exceeds a certain value. Liquid oxygen pump shaft seal gas flow, pressure analysis, liquid oxygen pump bearing heater temperature, labyrinth seal gas temperature, liquid air temperature after expansion, expander seal gas pressure, flow, differential pressure indication, lubricating oil pressure, oil tank level and oil cooler rear temperature, turbine expander expansion end, booster end oil inlet flow, bearing temperature, vibration indication: all to ensure the safe and normal operation of the turbine expander and liquid oxygen pump, and ultimately to ensure the normal operation of air fractionation.
Molecular sieve heating main pressure, flow analysis, molecular sieve air (dirty nitrogen) inlet and outlet temperatures, pressure indication, molecular sieve regeneration gas temperature and flow, purification system resistance indication, molecular sieve outlet pressure difference indication, steam inlet temperature, pressure indication alarm, regeneration gas outlet heater H20 analysis alarm, condensate outlet temperature alarm, air outlet molecular sieve CO2 analysis, air inlet lower tower and booster flow indication: to ensure the normal switching operation of the molecular sieve adsorption system and to ensure that the CO2 and H20 content of the air entering the cold box is at a low level. Instrument air pressure indication: to ensure that the instrument air for air separation and the instrument air supplied to the pipeline network reach 0.6MPa (G) to ensure the normal operation of production.
D.Characteristics of air separation unit
1. Process characteristics
Due to the high oxygen pressure of the ethylene glycol project, the KDON32000/19000 air separation equipment adopts air boosting cycle, liquid oxygen internal compression and ammonia external compression process, that is, the air booster + liquid oxygen pump + booster turbine expander is combined with the reasonable organization of the heat exchanger system to replace the external pressure process oxygen compressor. The safety hazards caused by the use of oxygen compressors in the external compression process are reduced. At the same time, the large amount of liquid oxygen extracted by the main cooling can ensure that the possibility of hydrocarbon accumulation in the main cooling liquid oxygen is minimized to ensure the safe operation of the air separation equipment. The internal compression process has lower investment costs and more reasonable configuration.
2. Characteristics of air separation equipment
The self-cleaning air filter is equipped with an automatic control system, which can automatically time backflush and can adjust the program according to the resistance size. The precooling system adopts a high-efficiency and low-resistance random packing tower, and the liquid distributor adopts a new, efficient and advanced distributor, which not only ensures the full contact between water and air, but also ensures the heat exchange performance. A wire mesh demister is set on the top to ensure that the air out of the air cooling tower does not carry water. The molecular sieve adsorption system adopts long cycle and double-layer bed purification. The switching system adopts impact-free switching control technology, and a special steam heater is used to prevent the heating steam from leaking to the dirty nitrogen side during the regeneration stage.
The entire process of the distillation tower system adopts internationally advanced ASPEN and HYSYS software simulation calculation. The lower tower adopts a high-efficiency sieve plate tower and the upper tower adopts a regular packing tower to ensure the extraction rate of the device and reduce energy consumption.
E.Discussion on the process of unloading and loading of air-conditioned vehicles
1.Conditions that should be met before starting the air separation:
Before starting, organize and write a start-up plan, including the start-up process and emergency accident handling, etc. All operations during the start-up process must be performed on site.
The cleaning, flushing and test operation of the lubricating oil system are completed. Before starting the lubricating oil pump, sealing gas must be added to prevent oil leakage. First, the self-circulating filtration of the lubricating oil tank must be carried out. When a certain degree of cleanliness is reached, the oil pipeline is connected for flushing and filtering, but filter paper is added before entering the compressor and turbine and is constantly replaced to ensure the cleanliness of the oil entering the equipment. The flushing and commissioning of the circulating water system, water cleaning system, and drain system of the air separation are completed. Before installation, the oxygen-enriched pipeline of the air separation needs to be degreased, pickled, and passivated, and then filled with sealing gas. The pipelines, machinery, electrical, and instruments (except analytical instruments and metering instruments) of the air separation equipment have been installed and calibrated to be qualified.
All operating mechanical water pumps, liquid oxygen pumps, air compressors, boosters, turbine expanders, etc. have the conditions for starting, and some should be tested on a single machine first.
The molecular sieve switching system has the conditions for starting, and the molecular switching program has been confirmed to be able to operate normally. The heating and purging of the high-pressure steam pipeline has been completed. The standby instrument air system has been put into use, maintaining the instrument air pressure above 0.6MPa(G).
2.Purge of air separation unit pipelines
Start the lubricating oil system and sealing gas system of the steam turbine, air compressor and cooling water pump. Before starting the air compressor, open the vent valve of the air compressor and seal the air inlet of the air cooling tower with a blind plate. After the air compressor outlet pipe is purged, the exhaust pressure reaches the rated exhaust pressure and the pipeline purge target is qualified, connect the air cooling tower inlet pipe, start the air precooling system (before purge, the air cooling tower packing must not be filled; the air inlet molecular sieve adsorber inlet flange is disconnected), wait until the target is qualified, start the molecular sieve purification system (before purge, the molecular sieve adsorber adsorbent must not be filled; the air inlet cold box inlet flange must be disconnected), stop the air compressor until the target is qualified, fill the air cooling tower packing and the molecular sieve adsorber adsorbent, and restart the filter, steam turbine, air compressor, air precooling system, molecular sieve adsorption system after filling, at least two weeks of normal operation after regeneration, cooling, pressure increase, adsorption, and pressure reduction. After a period of heating, the air pipes of the system after the molecular sieve adsorber and the internal pipes of the fractionation tower can be blown off. This includes high-pressure heat exchangers, low-pressure heat exchangers, air boosters, turbine expanders, and tower equipment belonging to air separation. Pay attention to controlling the air flow entering the molecular sieve purification system to avoid excessive molecular sieve resistance that damages the bed layer. Before blowing the fractionation tower, all air pipes entering the fractionation tower cold box must be equipped with temporary filters to prevent dust, welding slag and other impurities from entering the heat exchanger and affecting the heat exchange effect. Start the lubricating oil and sealing gas system before blowing the turbine expander and liquid oxygen pump. All gas sealing points of the air separation equipment, including the nozzle of the turbine expander, must be closed.
3. Bare cooling and final commissioning of air separation unit
All pipelines outside the cold box are blown off, and all pipelines and equipment in the cold box are heated and blown off to meet cooling conditions and prepare for bare cooling test
When the cooling of the distillation tower begins, the air discharged by the air compressor cannot enter the distillation tower completely. The excess compressed air is discharged into the atmosphere through the vent valve, thereby keeping the air compressor discharge pressure unchanged. As the temperature of each part of the distillation tower gradually decreases, the amount of air inhaled will gradually increase. At this time, part of the reflux gas in the distillation tower is sent to the water cooling tower. The cooling process should be carried out slowly and evenly, with an average cooling rate of 1 ~ 2℃/h to ensure uniform temperature of each part. During the cooling process, the cooling capacity of the gas expander should be kept at the maximum. When the air at the cold end of the main heat exchanger is close to the liquefaction temperature, the cooling stage ends.
The cooling stage of the cold box is maintained for a period of time, and various leaks and other unfinished parts are checked and repaired. Then stop the machine step by step, start to load pearl sand in the cold box, start the air separation equipment step by step after loading, and re-enter the cooling stage. Note that when the air separation equipment is started, the regeneration gas of the molecular sieve uses the air purified by the molecular sieve. When the air separation equipment is started and there is enough regeneration gas, the dirty ammonia flow path is used. During the cooling process, the temperature in the cold box gradually decreases. The cold box ammonia filling system should be opened in time to prevent negative pressure in the cold box. Then the equipment in the cold box is further cooled, the air begins to liquefy, liquid begins to appear in the lower tower, and the distillation process of the upper and lower towers begins to be established. Then slowly adjust the valves one by one to make the air separation run normally.
If you want to know more information, please contact us freely:
Contact: Lyan.Ji
Tel: 008618069835230
Mail: Lyan.ji@hznuzhuo.com
Whatsapp: 008618069835230
WeChat: 008618069835230
Post time: Apr-24-2025


